جوش زیر پودری، نوعی فرآیند جوشکاری است. در دنیای امروز بارها کلمه جوشکاری را شنیده ایم و شاید در ذهن ما کار ساده ای باشد، اما واقعیت این است که تکنسین های جوشکاری به خوبی از این روش جوشکاری که بسیار پیچیده است و نیاز به دانش و تجربه زیادی دارد آگاه هستند. هر جوشکار فقط می تواند به یک مجموعه از تکنیک های جوشکاری تسلط داشته باشد و دانش کافی در مورد سایر تکنیک ها ندارد. به دلیل پیچیدگی دنیای جوش، در این مقاله از سایت کیلوتن به روش جوشکاری زیر پودری می پردازیم و توضیح مختصری در این مورد ارائه می دهیم.
کلمه welding در زبان انگلیسی به معنی جوش است؛ اما اگر بخواهیم آن را در یک جمله توضیح دهیم، به فرآیند اتصال مواد و چیزهای مختلف با تکنیک های متنوع جوشکاری می گویند. همچنین خوب است بدانید که فرآیند جوشکاری را می توان، در مکان های مختلفی انجام داد که باعث تفاوت در روش ها و تجهیزات می شود، مثلاً در زیر آب، جوش زیر پودری، اتصال خطوط لوله نفت و … که نیاز به جوشکاری دارد. تکنسین ها به غیر از مهارت های جوشکاری، به مهارت های دیگری نیز نیاز دارند. سایت کیلوتن به عنوان یکی از معتبرترین مراجع جهت اطلاع از قیمت میلگرد و قیمت تیرآهن و خرید انواع مقاطع فولادی فعالیت دارد.
جوشکاری زیر پودری چیست؟
یکی از فرآیندهای جوشکاری، قوس الکتریکی نامیده می شود. در این فرآیند، نوک الکترود به پودرهای معدنی مخصوص وارد می شود، یک یا چند قوس در زیر این پودرهای معدنی تشکیل می شود و قوس حاصل به عنوان منبع گرمایی مفید استفاده می گردد. سیم مورد استفاده در روش جوش زیر پودری، روکش ندارد و قوس در این عملیات مشخص نیست. پس از اتمام جوشکاری، پودرهای اضافی به قیف نگهدارنده ارسال می شود. لایه های ذوب شده و باقیمانده پس از جوشکاری به راحتی جدا می شوند. در این حالت تلفات حرارتی به میزان قابل توجهی کاهش می یابد و بازده حرارتی ۶۰ درصد بالاتری ایجاد می کند.
بررسی موارد استفاده و کاربرد جوش زیر پودری
روش های جوشکاری زیر پودری را، می توان در بسیاری از صنایع مورد استفاده قرار داد و بسیاری از فلزات را به هم متصل کرد. با توجه به ضایعات بالای این روش، برای نصب و انجام تعمیرات سطحی بسیار مناسب است. در شرایطی که مقاومت در برابر خوردگی و سایش مورد نیاز باشد، این روش اقتصادی و قابل اعتماد است. شاید بتوان مهم ترین مزیت این روش ها را، در نرخ بالای ته نشینی خلاصه کرد. این روش نسبت به سایر فرآیندهای مرسوم کارآمدتر است و حفاظت بالایی از اپراتور را فراهم می کند. زیرا در حین انجام عملیات جوش زیر پودری، منحنی قابل مشاهده ای وجود ندارد و اپراتور می تواند، بدون عدسی فیلتر یا لباس محافظ سنگین بر جوشکاری نظارت کند.
یکی دیگر از دلایل استفاده گسترده از این روش، پتانسیل نفوذ بالا است. محدودیت اصلی این روش این است که فقط در مواردی کار می کند که پودر محافظ بتواند طبق طرح یکپارچه کار خود را به درستی انجام دهد. برخی از موارد جوشکاری، نیاز به استفاده از ابزارهای اضافی برای اعمال صحیح این روش دارند.
جوشکاری زیر پودری چگونه انجام می شود؟
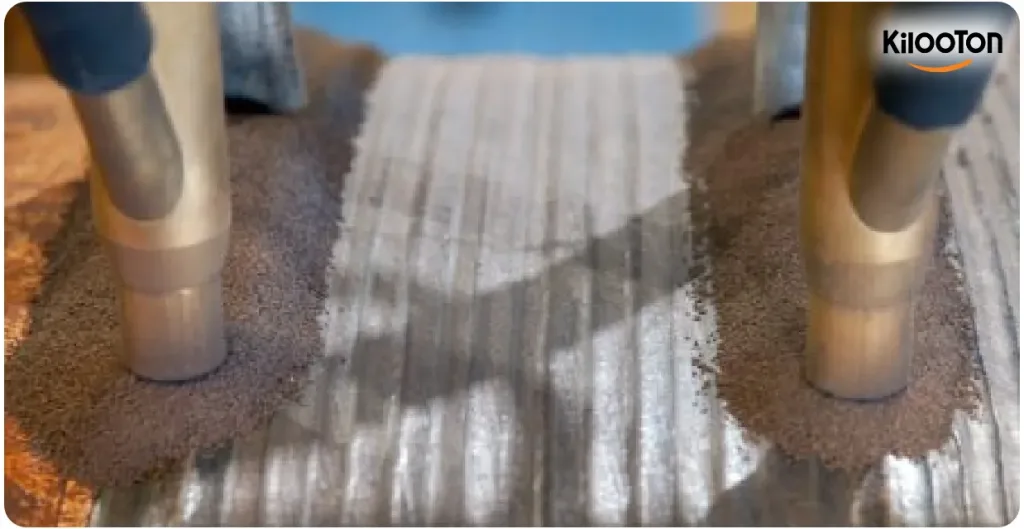
برای اعمال جوشکاری SAW، جریان الکتریکی ابتدا توسط یک ژنراتور تامین می شود. این روند یک قوس بین الکترود و فلز پایه ایجاد می کند و یک حوضچه مذاب را تشکیل می دهد که محل اتصال را پر می کند. در جوشکاری SAW، حوضچه جوش ترکیبی از شار مذاب (پودر) و فلز جوش مذاب است.
پس از اعمال قوس، جریان الکتریکی از این ناحیه عبور می کند. جریان مذاب معمولاً رسانای خوبی برای الکتریسیته است، در حالی که جریان سرد اینطور نیست. برای ادامه فرآیند جوش زیر پودری، سیلندرهای راهنمای مکانیکی به طور مداوم سیم الکترود مصرفی فلزی را از طریق لوله تماس و جرم شار به محل اتصال جوش حرکت می دهند.
سیم جوش در ناحیه جوش ذوب می شود و در حین جوش فرو می رود. پودر فلاکس در جلوی قوس قرار می گیرد و پس از جامد شدن فلز جوش، شار ذوب نشده برای استفاده مجدد توسط سیستم جذب کلکتور جمع آوری می شود. در برخی کاربردهای خاص، دو یا چند الکترود به صورت سری به هم متصل می شوند. این الکترودها می توانند در کنار یکدیگر قرار گرفته و داخل مخزن قرار گیرند. یا ممکن است بعد از یخ زدن به اندازه کافی از هم فاصله داشته باشند.
آشنایی با روش های جوش زیر پودری
این عملیات به روش های نیمه اتوماتیک، اتوماتیک و ماشینی انجام می شود. هر یک از این روش ها مزایای خاص خود را دارند و برای شرایط عملیاتی خاص مناسب هستند. برای شروع به معرفی روش نیمه اتوماتیک می پردازیم:
۱. روش جوشکاری نیمه اتوماتیک
در این روش، جوشکاری با استفاده از تفنگ جوش دستی انجام می شود که کار انتقال الکترودها و پودر محافظ را انجام می دهد. در این روش تامین سیم جوش به صورت اتوماتیک بوده و پودر عایق تحت تاثیر گرانش یا از طریق شیلنگ تحت فشار هوا از پایین مخزن مخروطی به نقطه اتصال منتقل می شود.
در روش جوش زیر پودری نیمه خودکار، تفنگ وظیفه تغییر برق و پوست محافظ را دارد. تغذیه سیم جوش به صورت اتوماتیک بوده و لایه محافظ تحت تاثیر گرانش از مخزن با کف یا زیر هوا به محل اتصال منتقل می شود. کاربرد این روش برای الکترودهای با سرعت متوسط و قطر کم است.
۲. حالت خودکار اتوماتیک جوشکاری زیر پودری
جوشکاری به طور خودکار توسط دستگاه و کنترل کننده اتوماتیک و بدون دخالت کاربر انجام می شود. فقط در پایان کار، مهندس کنترل کیفیت جوش نتیجه نهایی را بررسی می کند.
۳. روش مکانیکی یا ماشینی
جوشکاری توسط دستگاه انجام می شود، اما شروع، پایان، کنترل جوش، کنترل سرعت و تنظیم پارامتر جوش زیر پودری توسط کاربر انجام می شود. البته برای اینکه بازرسی جوش به درستی انجام شود، کارشناس کنترل کیفیت باید به درستی کار را نظارت کند.
انواع فلاکس استفاده شده در جوشکاری زیر پودری
شارهای روش SAW مواد معدنی ذوب شونده دانه ای هستند که شامل منگنز، تیتانیوم، سیلیکون، زیرکونیوم، آلومینیوم، کلسیم، منیزیم و سایر ترکیبات مانند فلوراید کلسیم می باشد. شار مخصوصاً برای مطابقت با نوع خاصی از سیم الکترود فرموله شده است، به طوری که شار و سیم جوش با هم خواص مکانیکی مورد نظر را ایجاد می کنند.
به طور معمول، اگر شارها منگنز و سیلیکون را به فلز جوش زیر پودری اضافه کنند، شار فعال نامیده می شوند و مقدار منگنز و سیلیکون اضافه شده بر ولتاژ قوس و جریان جوش تاثیر می گذارد.
انواع شار و فلاکس اصلی برای SAW
فلاکس باند شده: شار باند حاوی اکسید کننده های فلزی است که به جلوگیری از تخلخل جوش در روش جوشکاری تیرآهن کمک می کند.
شار پیش ذوب: این نوع شار از مخلوط کردن مواد تشکیل می شود، سپس آنها را در کوره الکتریکی ذوب می کنند تا یک محصول شیمیایی همگن تشکیل شود. سپس خنک می شود و آسیاب می شود تا اندازه ذرات مورد نیاز باشد. مزیت اصلی این شارها ایجاد یک قوس صاف و پایدار است.
مزیت استفاده از فرآیند جوش زیر پودری
روش جوشکاری زیر پودری دارای مزایای زیر است:
با استفاده از روش جوشکاری کم پودر، مصرف فلز پرکننده به دلیل اتصالات شیار کم عمق کاهش می یابد.
ترکیبات ناخواسته با استفاده از فلاکس به عنوان اکسید کننده از حوضچه جوش حذف می شوند و با استفاده از این فرآیند جوشکاری با کیفیت بالا حاصل می شود.
در این روش جوشکاری، جوشکاری بدون تشعشع و بخار انجام می شود.
سرعت جوشکاری این روش نسبت به سایر روشهای جوشکاری بالاست. در روش جوش زیر پودری، انتقال و استفاده از برق بالاست که با سرعت بالایی انجام می شود.
با جوشکاری زیر پودری نیازی به جوشکار و اپراتور متخصص ندارید.